课程咨询:


-
网站首页
-
研发创新
-
质量工具
-
质量标准
- AIAG手册
- 汽车保修管理指南(CQI-14)
- DRBFM基于失效模式的设计评审(CQI-24)
- 分层过程审核(CQI-8)
- 防错(CQI18)
- 五大工具(FMEA/SPC/MSA/PPAP/APQP)
- 生产件批准(PPAP)
- 电镀系统评估(CQI-11)
- 锡焊系统评审培训(CQI-17)
- 模塑系统评估(CQI-23)
- 橡胶系统评估(CQI-30)
- 潜在失效模式及后果分析(新版FMEA)
- 钎焊系统评估(CQI-29)
- 设计失效模式与后果分析(DFMEA)
- 焊接系统评估(CQI-15)
- 热处理系统评估(CQI-9)
- 涂装系统评估(CQI-12)
- 铸造系统评估(CQI-27)
- 测量系统分析(MSA)
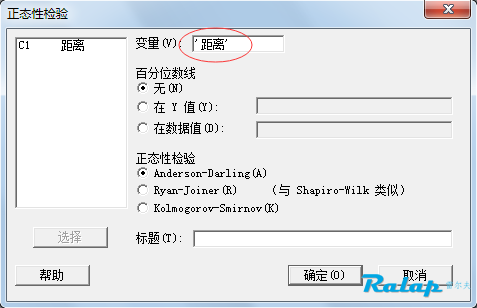
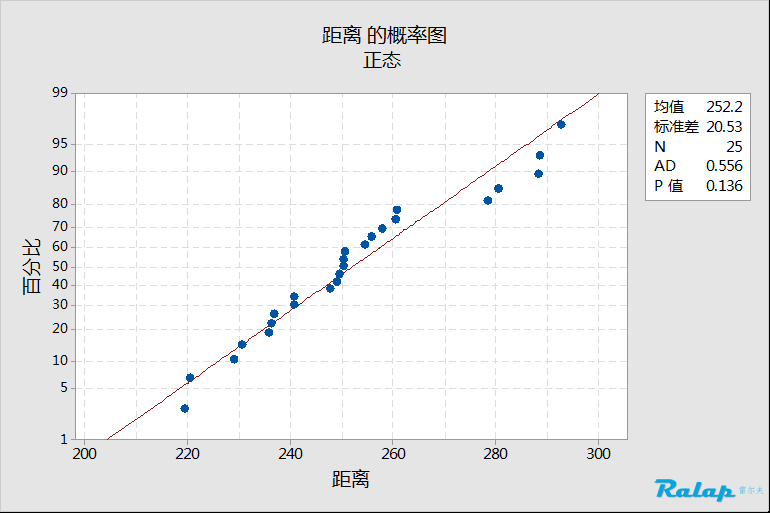
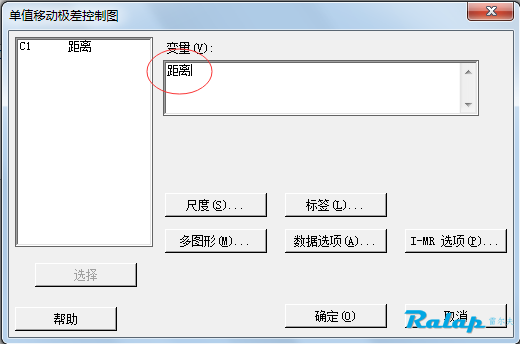
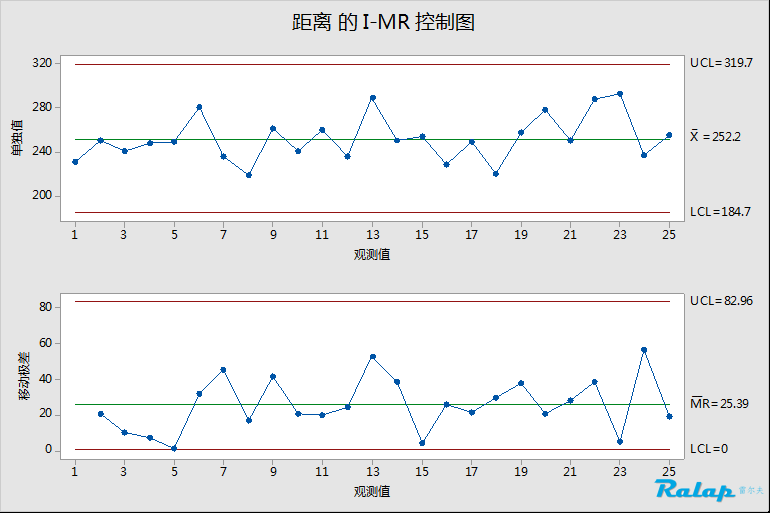
- 统计过程控制(SPC)
- 产品质量先期策划(APQP)
- 潜在失效模式与后果分析(FMEA)
-
生产管理
-
公开课计划
-
动态与案例
- 雷尔夫咨询赋能吉利研究院《APSICE嵌入式软件评估》
- 万向一二三《 Formel Q 供应商质量能力评审准则》内训圆满结束
- 雷尔夫咨询赋能苏泊尔《8D有效问题解决》《QCC品质圈》内训
- 苏州胜利光学PSB课程内训圆满结束
- 常州安费诺 MMOG内训圆满完成-雷尔夫咨询
- 舜宇光学《六西格玛》改进启动-雷尔夫咨询
- 上海汇众邀请雷尔夫咨询完成CQI\FMEA\尺寸链等多场内训
- 苏州范斯特邀请雷尔夫咨询完成MMOG/PFMEA等多场培训
- 双环集团邀请雷尔夫咨询完成16949/五大工具/VDA6.3 VDA6.
- 特莱斯光学邀请雷尔夫咨询完成《VDA6.3:2023过程审核》
- 上海汇众邀请雷尔夫咨询完成VDA6.3:2023过程审核内训
- 湖南中科星城《五大工具整合班》内训圆满结束
- 东莞亿爱电子《ISO26262》内训圆满结束
- 雷尔夫咨询与舜宇光学&舜宇智领《六西格玛黑带考试》训练营正式启动
- 戴莫尔金属《五大工具》内训
- 承德苏垦银河连杆有限公司《全球管理运作/物流评估》内训
- 上海汇众汽车焊接PFMEA内训
- 多立恒能源技术股份公司《可靠性设计》研修班
- 伟视得电子贸易有限公司《spc统计过程控制》内训
- 烟台安国特紧固件《APQP产品质量先期策划&FMEA失效模式及影响分析》
- 上海汇众《VDA6.3过程审核&VDA6.5产品审核》
- 五十铃《DFMEA设计失效模式及影响分析》内训
- 杭州松下《降本增效提升OEE及面向智能制造的设备管理》培训
- 伯恩光学《先期产品质量策划(APQP/PPAP)》内训
- 欧拓汽车管理(上海)有限公司《AIAG-VDA PFMEA过程失效模式及
- 南京中电熊猫晶体有限公司《GD&T几何尺寸和公差》
-
关于我们